
專注于鈦及鈦合金、鎳材、鋯材產(chǎn)品的生產(chǎn)與銷售
主營產(chǎn)品:鈦材、鎳材、鋯材(管道、管件、法蘭、管、板、棒、鍛件)等
服務(wù)電話:13571772265

鈦及鈦合金鍛造生產(chǎn)之取樣1.1 化學(xué)成分除了 H 含量標(biāo)準(zhǔn)要求在成品上測試以外其余均以鑄錠的化學(xué)成分報出。當(dāng)用戶提出特殊要求時以雙方簽訂的協(xié)議為準(zhǔn)。1.2 每種產(chǎn)品所執(zhí)行的標(biāo)準(zhǔn)里都規(guī)定了項目、取樣的數(shù)量、 取樣的部位等 , 要嚴(yán)格按標(biāo)準(zhǔn)要求進(jìn)行。1.3 對于需機加表面交貨(象光棒、餅環(huán)材)定尺交貨的產(chǎn)品 , 應(yīng)先取樣測試...

鈦合金環(huán)、鈦環(huán)供貨標(biāo)準(zhǔn)及規(guī)格產(chǎn)品名稱:鈦環(huán)、鈦合金環(huán)標(biāo)準(zhǔn):ASTM B265-2010、GB/T3621-2007、GB/T13810-2007、AMS4911等。牌號:TA1(GR1),TA2(GR2),TA3(GR3),TA7(GR6),TA9(GR7),TA10(GR12),TA18(GR9)、 TC4(GR 5)、TC4EL(GR23 ) 。規(guī)格:【軋制】, ¢100---500mm狀態(tài): 退火態(tài)(M) 熱加 工狀態(tài)(R) (退火,超生波探...

鈦合金數(shù)控加工對機床的基本要求目前,許多機床制造商推出的用于大型鋁合金等輕合金材的 HEM-HSM 切削加工的高效高速數(shù)控機床, 若將它用于對諸如高強度鋼、 不銹鋼、鈦合金和航空高溫合金等一類具有高強度與高硬度的難加工金屬材料實現(xiàn) HEM-HSM 加工顯然不合適,盡管它也能切削加工這些硬合金材,但其切削效率卻是往往無法...
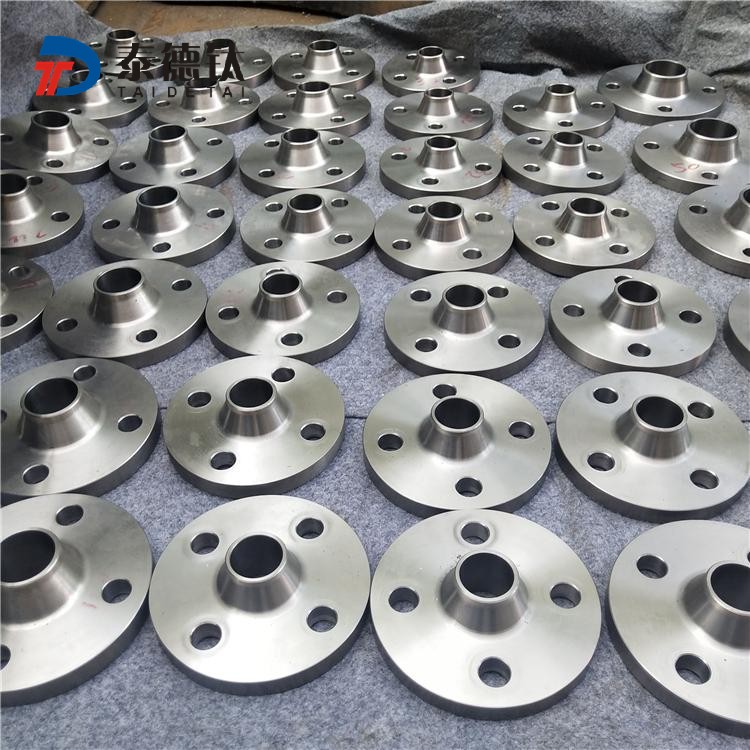
一、鍛件(包括鍛軋件)的級別及其技術(shù)要求應(yīng)符合JB4726-4728的相應(yīng)要求。1.公稱壓力PN為0.25MP-1.0MPa的碳素鋼、奧氏體不銹鋼鍛件允許采用Ⅰ級鍛件。2.除以下規(guī)定外,公稱壓力PN為1.6MPa-6.3MPa的鍛件應(yīng)符合Ⅱ級或Ⅱ級以上鍛件級別的要求。3.符合以下情況之一者,應(yīng)符合Ⅲ及鍛件的要求:(1)公稱壓力PN≥10.0MPa法蘭用鍛件...
(1)鈦及鈦合金焊接時,焊接接頭產(chǎn)生熱裂紋的可能性很小,這是因為鈦及鈦合金中S、P、C等雜質(zhì)含量很少,由S、P形成的低熔點共晶不易出現(xiàn)在晶界上,加之有效結(jié)晶溫度區(qū)間窄小,鈦及鈦合金凝固時收縮量小,焊縫金屬不會產(chǎn)生熱裂紋。但是,鈦及鈦合金焊接時,熱影響區(qū)可能出現(xiàn)冷裂紋,其特征是裂紋產(chǎn)生在焊后數(shù)小時甚至更長時間稱作延遲裂...

鈦管焊縫缺陷是由于氬弧焊槍形成的氬氣保護(hù)層只能使熔池不受空氣的有害影響,而對已凝固、處于高溫狀態(tài)的焊縫及其鄰近區(qū)域沒有保護(hù)作用而焊縫及其附近的鈦管在這種狀態(tài)下仍具有很強的吸氮和吸氧能力。氧氣從400℃吸收,氮氣從600℃吸收,而空氣中含有大量的氮和氧。隨著氧化程度的增加,鈦管的焊縫顏色發(fā)生變化,焊縫塑性降...
GBASTMJISDINΓOCΓTA0GR.11類3.7025BT1-00TA1GR.22類3.7035BT1-0TA2GR.33類3.7055-TA3GR.44類3.7065-TA6---BT5TA7GR.6-3.7115BT5-1TA9GR.712類3.7235-TA10GR.12-3.7105-TC1---OT4-1TC2---OT4TC4GR.560類3.7165BT6TC6---BT3-1TC10AMS Ti-662-3.7175-TC11---B19
鈦合金材料以其優(yōu)良的機械性能、耐腐蝕性能以及密度小等優(yōu)點越來越廣泛地應(yīng)用于航空、航天、石油、化工及艦船等行業(yè)。鎢極氬弧焊是上述各行業(yè)中大量應(yīng)用的鈦合金焊接結(jié)構(gòu)最常使用的焊接方法之一。該方法具有工藝裕度大、工藝適應(yīng)性強、焊縫質(zhì)量優(yōu)良等特點,但也存在電弧能量密度較低、穿透能力較差、焊接時的熱輸入較大、對...
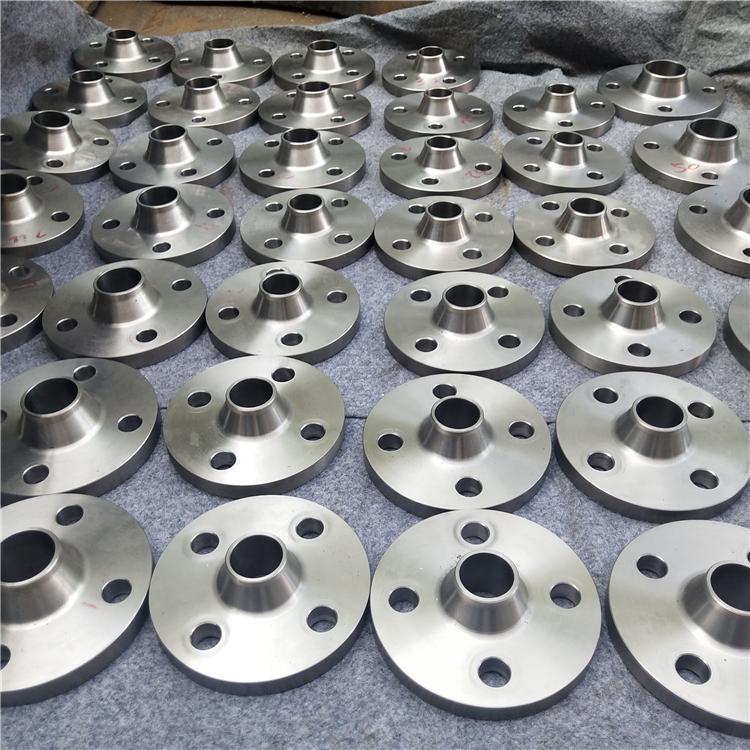
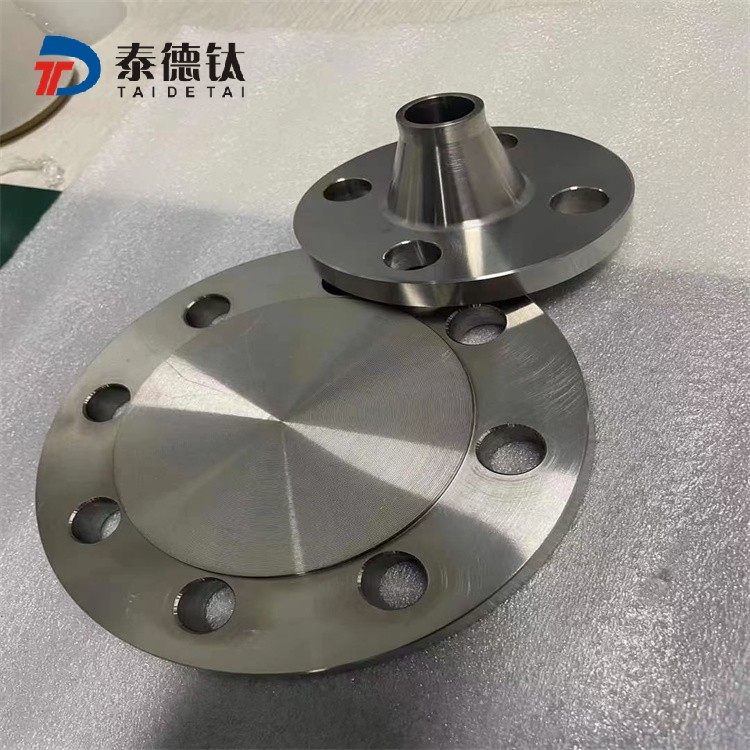
連接方式:法蘭螺母螺栓連接.生產(chǎn)工藝:專業(yè)整體鍛打鍛壓制造等加工工藝:高精度數(shù)控車床車削普通車床精車氬弧焊等加工應(yīng)用范圍:鍋爐壓力容器石油化工造船制藥冶金機械沖壓彎頭食品等行業(yè)

如何提高鈦管接頭的焊接要求鈦管接頭的焊接要求施焊人員應(yīng)穿著清潔的工作服,不能有油污存在。焊接手套應(yīng)選用白細(xì)紗布手套,嚴(yán)禁佩戴棉線及其它面料的手套。焊接平臺版面、被焊接頭的焊接區(qū)域除污用的絲刷等材質(zhì),都應(yīng)采用不銹鋼材料制成,嚴(yán)禁采用碳鋼等其它有污染的材質(zhì)。施焊場地要盡量設(shè)置在室內(nèi)或?qū)S玫暮附庸ぷ鏖g,室...
 掃一掃,添加微信
掃一掃,添加微信楊經(jīng)理
王經(jīng)理
微信掃一掃